

Tumtec Fråga: Hur många skarvningssteg? Hur man använder Fusion Splicer korrekt?
Hur skyddar jag Fusion Splicer för att förlänga livslängden?
Hur skyddar kommunikatörer korrekt sina arbetspartners
För Fiber Fusion Splicer, "Gör saker på rätt sätt, gör rätt sak."
Tumtec Science Lesson - Rätt användning av fiberfusionsmaskin.
I vårt liv dyker upp en mängd olika produkter efter varandra, men få av dem är lång livslängd. Om en produkt vill leva en lång livslängd, inte bara kvaliteten på själva produkten, utan också rätt användning är mycket viktig. För kommunikationsingenjörer bör fler kontaktprodukter vara fusionsplicer, Optical Fiber Fusion Splicer är högteknologisk mekanisk Produkter, omfattande egenskaper hos dessa produkter är relativt höga, så hur är korrekt användning av steg för sptisk fiberstyning ? Låt oss titta på Tumtec Fusion Splicer!
Det första steget är att förbereda den optiska fibern
Innan fiberskärning kräver fiberberedning tre steg:
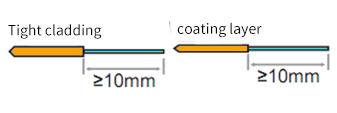
1. Beläggning av strippning
Minst 50 mm beläggning lämnas efter att ha tagit höljet (lös ärmfiber är densamma som snäv ärmfiber). Ta bort beläggningsskiktet med strippare, längden är 30 ~ 40 mm.
2. Rengör fibern med ett bomullspapper doppat i alkohol.
3. Fiberskärning
Använd mycket sofistikerade skärverktyg för att klippa fibern. För att säkerställa kvaliteten på skarvning, bör högprecisionsklyvar, såsom T9 -serie optiska fiberklyvar, användas för skärning och längden på optisk fiberskärning bör kontrolleras strikt ( som visas i figuren till höger).
Obs: Kom ihåg att bära värmekränkbar hylsa när fiberförbehandling
Viktig!
Se till att den nakna optiska fibern och dess skäryta inte är smutsiga.
- 
- Undvik att skaka den optiska fibern i luften
- Kontrollera om den V-formade spåret och tryckhammaren är rena. Om inte, rengör den med en bomullspinne doppad i alkohol
Genomföra automatisk fiberinspektion
När fibern har laddats i fusionsplicer, starta maskinen. Innan skarvningen gör den automatiskt utsläppsrengöring. Kontrollera skärvinkeln på varje fiber efter att ha släppt rengöring och kvaliteten på skärningsansiktet. Om den uppmätta skärvinkeln på den optiska fibern är större än setgränsvärdet, eller att den optiska fiberens slutytor har visat sig ha Burrs, Summeren kommer att larma, och skärmen dyker upp en snabb låda för att påminna operatören.
Börja skarva driftssteg
(1) Öppna den elektromekaniska splicer-elektromekaniska källan, när endast skarvning märkt SM-fiber (ITU-TG. 652), rekommenderas [SM-läge] -läge;
(2) Bekräfta skarvnings- och värmelägen. När du skarvar olika typer av optiska fibrer, rekommendera [Auto -läge] -läge, men skarvningshastigheten blir lite långsammare;
③
Ren fiberbeläggning eller snäv hylsa
Sätt i fibern i den värmekränkbara skyddshylsan ;

④
Skala fibern och rengör fibern
Ren alkohol med en koncentration på mer än 99%
Se till att den belagda återstoden eller annan smuts har tagits bort från den strippade fibern

(4) Sätt fibern i fixturen
Placera elektroden mellan kanten på V-spåret och det centrala läget för den bipolära elektrodstångsanslutningen
Obs: Skjut inte fibern längs V-spåret. Fiberens skäryta bör vara bortom V-spårläget, men inte bortom spetsen på elektrodstången
Placera elektroden på kanten av den V-formade spåret och
De två polerna är anslutna mellan elektrodernas centrala positioner
6. Täck det vindtäta locket för att starta automatisk svetsning
LCD -skärmen kan ses under skarvning

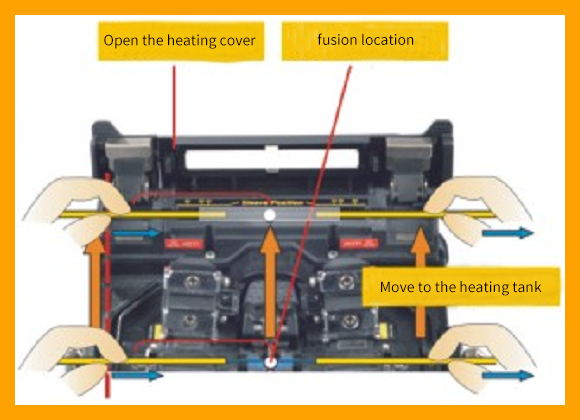
7. Ta bort den smälta fibern
Flytta det värmekränkbara röret i mitten av uppvärmningsugnen
Den optiska fibern håller fusionskontakten i mitten av den värmekränkbara hylsan
Täcka värmaren och börja värma
⑧ Slutför
Obs: Vid stor splic ing -förlust eller stor förändring i miljöns höjd måste [stabil elektrod] och [urladdningskorrigering] utföras före splici ng. Om du behöver mer information om detta ser PLS föregående innehåll som släpps av Tumtec !